Sida 1 av 2
Malmvagn i 0m
Postat: ons 14 jul 2010, 12:23
av Hauk
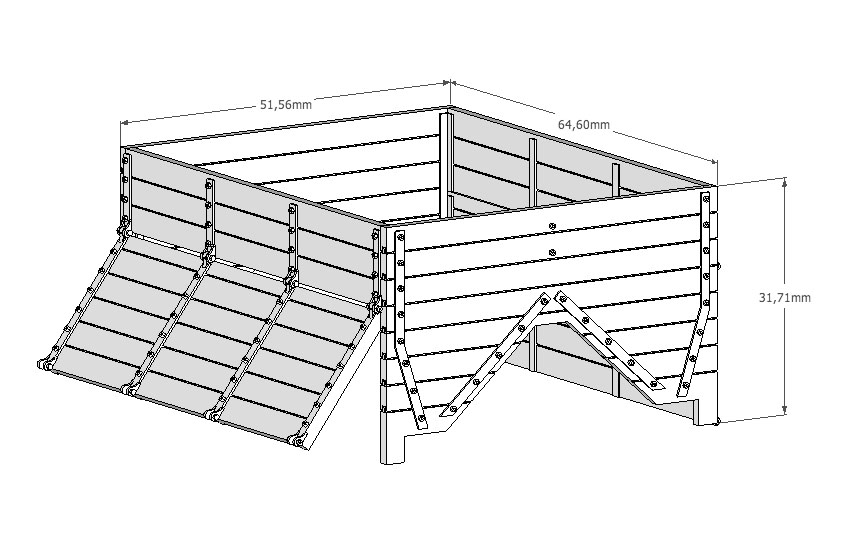
Jeg driver og pønsker på å bygge denne malmvognen i 0-skala meterspor:
Planen er å støpe vognkassen i messingdeler, men er litt redd for tyngden samt presisjonen på messingdeler.
Derfor går spørsmålet først og fremst til dere 0-byggere: Hvor mye veier smalsporsvogner i 0-skala? Og hvor mange vogner greier lokene deres å trekke?
Og har noen kommentarer på om dimensjonene blir konsistente nok på messingdeler til at vognen lar seg bygge?
Jeg har forøvrig tenkt å printe masterne fra 3D modeller:
Spørsmål og kommentarer er som alltid velkomment!
Mvh Håvard H.
Re: Malmvagn i 0m
Postat: fre 16 jul 2010, 08:54
av Tobias Ljung
Inget direkt svar, men en länk till ett intressant projekt pa ett av de Tyska smalsparsforumen:
http://www.kostenloses-forum.com/board/ ... 62fbfcbd5c
Här har en kille tagit fram mässingsgjutdelar "direkt" fran 3D CAD.


Exempel pa det färdiga resultatet.


Kanske kan den här konstruktionsprincipen passa även för din vagn?
Intuitivt tror jag det blir väl tungt med "solid" mässing, speciellt om du ska bygga ett helt malmtag...
Re: Malmvagn i 0m
Postat: fre 16 jul 2010, 16:28
av Hauk
Tobias Ljung skrev:
I
Kanske kan den här konstruktionsprincipen passa även för din vagn? (klipp)
Intuitivt tror jag det blir väl tungt med "solid" mässing, speciellt om du ska bygga ett helt malmtag...
Tobias, det var en interessant tråd du linket til, men dessverre er tysken min for dårlig til å få med meg detaljene.
Noe av det jeg lurer på er følgende:
-Hvor printet han delene, på hva slags maskin, og hva betalte han?
-Hvem støpte delene, og hva var kostnaden?
Om det stod noe om dette i tråden hadde jeg blitt kjempeglad for et lite sammendrag!
Angående vekt på vognene mine så har jeg regnet ut at messingdelene til selve vognkassen vil komme på ca. 110 g.
Om jeg støper bunnplatene i resin vil vekten på messingdelene i vognkassen bli temmelig nøyaktig 69 gram. Selv med understell i etset messing og messingprofiler så blir vel ikke dette så avskrekkende?
Hva veier dine godsvogner som er helt i messing, Tobias?
Re: Malmvagn i 0m
Postat: lör 17 jul 2010, 08:46
av Olof
Kanske en dum fråga men den kan kanske väcka en tanke:
Vad är fördelen med att gjuta i mässing?
Det finns andra metaller och material. Lost-wax är ju en etablerad metod för mindre delar och skall gjutdelen kombineras med etsade delar så förstår jag fördelarna med mässing eftersom den tål lödkolvens temperatur men hur är det i andra fall. Är det bara av gammal vana vi tänker på mässing eller finns det andra skäl?
/Olof
Re: Malmvagn i 0m
Postat: lör 17 jul 2010, 14:35
av Björn D
Hej Olof!
Jag vet inte om jag är rätt person att svara på din fråga, det finns ju en handfull dentaltekniker som är medlemmar som kan mer om detta. Men jag gör ett försök i alla fall.
Fördelen med materialet mässing vid gjutning (vilket inkluderar ett antal snarlika legeringar) är att den är lätt att bearbeta, att den är formstabil, att den stark och att tål normala lödtemperaturer. Sedan är ju normalt att mässingsgjutdelar tillverkas med lost wax teknik vilket innebär att ett ”original” av vax eller plast gjuts in i en inbäddningsmassa (snarlik gips), orginalet bränns sedan bort och mässing hälls in i formen, normalt med hjälp av centrifugalkraften (eller vakum tror jag). Genom att formen är hård, mässingen tunnflytande och den skjuts in i formen med kraft får man en mycket god återgivning av originalet och har möjlighet att gjuta väldigt tunna och mer komplexa detaljer.
Originalet som förstörs kan vara tillverkat på flera olika sätt. Det kan vara ett unikt original i plast eller vax. Det kan vara ett vaxoriginal som gjutits i en silikongummiform. Det vara ett plast eller vaxoriginal som gjuts i en metall eller epoxiform. Slutligen kan det vara ett vax- eller plastoriginal som skrivs ut med en 3D-printer.
Nackdelen med gjuttekniken är att den kräver en ganska omfattande utrustning och kunskap, att varje gjutning omfattar flera moment där originalet ska monteras på en ”julgran” som sedan ska gjutas in i inbäddningsmassan. Vaxet eller plasten ska smältas ut, varefter man kan gjuta och slutligen ska alla gjutdelarna klippas loss från ”julgranen”.
Vitmetallgjutning är lite enklare. Ett original tillverkas. Det gjuts in i en silkongummiform. Använder man sig av silikongummi som härdar i vid rumstemperatur kan man använda valfritt material till originalet. Väljer man ett silikongummi som varmhärdas måste originalet tåla omkring 200 grader. Vid gjutning av större kvantiteter använder man normalt varmhärdande silikongummi. Det blir hårdare och formarna blir mer slitstarka. Sedan använder man då centrifugalgjutning.
Genom att formen är mjuk finns det alltid en risk för att den deformeras lite vid gjutningen. Det är svårt att gjuta större tunna detaljer, långa detaljer kan lätt bli lite krökta.
Men det kräver mindre kunskap, billigare utrustning, innebär färre arbetsmoment och är därför billigare.
Vitmetall är inget roligt att bearbeta då det lätt sätter igen verktygen. Det går att löda med lågtemperatur tenn (finns hos Rimbo Grande) men det är lätt att överhetta en del så att den smälter om man inte är försiktig. (Vitmetall leder värme mycket dåligt, så man överhettar lätt lokalt. Den kräver därför en annan lödteknik jämfört mässing.)
Slutligen finns det ju epoxy- och polyuretangjutningar. Dessa påminner mycket om vitmetallgjutningarna. Dessa gjuts normalt (tror jag) i kallvulkaniserande silikonformar. Då dessa är mjukare och mer elastiska än varmvulkaniserande, tillåter de mer tredimensionella delar. Normalt nöjer sig med vanliga gravitationen för att fylla formarna varför det går det att tillverka stora och långa formar, risken formen ska deformeras i samband med gjutning är också betydligt mindre.
Nackdelen är låg produktionstakt, lite läskiga kemikalier och att delarna i vissa fall inte är formstabila.
Så har jag att välja mellan en mässingsdel eller en dito i vitmetall eller plast väljer jag normalt mässingsdelen. Men normalt har man inget val utan tillverkaren har valt den för honom mest ekonomiska (och ofta enda realistiska) lösningen. Ett boggivagnstak i gjuten mässing lär komma kosta mer än resten av byggsatsen och ge en intressant tyngdpunkt.
Med vänlig hälsning
Björn D
Re: Malmvagn i 0m
Postat: sön 18 jul 2010, 07:36
av Olof
Tack för sammanfattningen Björn. Det jag sitter och funderar på i semesterstiltjen är om vi av tradition och vana har missat någon ny och för MJ-behov nyttig teknik. Etstekniken har förbättrats ofantligt det senaste 10-20 åren, samma gäller laserskärning i trä och papp, men jag tycker att utveklingen verkar att ha stått still när det gäller delar i 3-D. En del har provat 3D-skrivare men de rapporer jag sett här på forumet tyder på att resultatet inte blivit så bra. Finns det annan användbar teknik?
Det som fick mig att börja fundera var Håvards ritningar som jag tycker är rätt lika det jag sett från engelska småserietillverkare av plastbyggsatser. Från jobbet har jag sett att kineserna kan ta fram formsprutningsverktyg och gjuta några tusen delar på under en vecka. Det är inte relevant för våra MJ-behov men visar att gjuttekniken inte stått still. Jag undrar om var kostnadsgränsen går för att formspruta delar idag? Hur gör dagens dentaltekniker?
Funderar
/Olof
Re: Malmvagn i 0m
Postat: ons 04 aug 2010, 22:29
av Hauk
Olof skrev:
Tack för sammanfattningen Björn. Det jag sitter och funderar på i semesterstiltjen är om vi av tradition och vana har missat någon ny och för MJ-behov nyttig teknik. Etstekniken har förbättrats ofantligt det senaste 10-20 åren, samma gäller laserskärning i trä och papp, men jag tycker att utveklingen verkar att ha stått still när det gäller delar i 3-D. En del har provat 3D-skrivare men de rapporer jag sett här på forumet tyder på att resultatet inte blivit så bra. Finns det annan användbar teknik?
Det har skjedd *masse* på 3D-print siden. Det finnes maskiner som printer med oppløsning som er mer enn godt nok for modellbruk. Det ser ut til at "Viper" printeren til 3D systems er den beste maskinen for vår bruk.
Tillater meg å sitere noen bilder fra en tråd på et engelsk MJ-forum, [link]
http://www.rmweb.co.uk/community/index. ... -25-parts/[/link]
I starten på denne tråden er den en rekke bilder av deler printet hos et firma kalt Shapeways, og disse delene er rett og slett ubrukelige uten en masse etterarbeid.
Men på side 2 begyner det å bli interessant. Her har brukeren "Hollywood Foundry" postet en del bildere av mastere laget på en Viper, og dette er veldig bra. Dette er en master på 40mm X 17 mm:

Men det er dyrt! Denne masteren kostet rundt £110,- Men om man skal lage en brukbar mengde støpedeler så kan det kanskje forsvares.
Jeg har funnet et firma i Korea som tar USD 110,- for å printe alle de 3 delene jeg trenger til min malmvogn. De benytter en Solidscape voksprinter, og jeg håper og tror at denne er god nok til mastere. Prøvemaster i messing er på vei fra Korea i skrivende stund. Skal poste bilder så snart den er i hus.
Re: Malmvagn i 0m
Postat: tis 10 aug 2010, 19:52
av Hauk
Her er prøvestøpet jeg fikk lagd hos hos Korea Brass med utgangspunkt i en del printet på en Solidscape voksprinter:
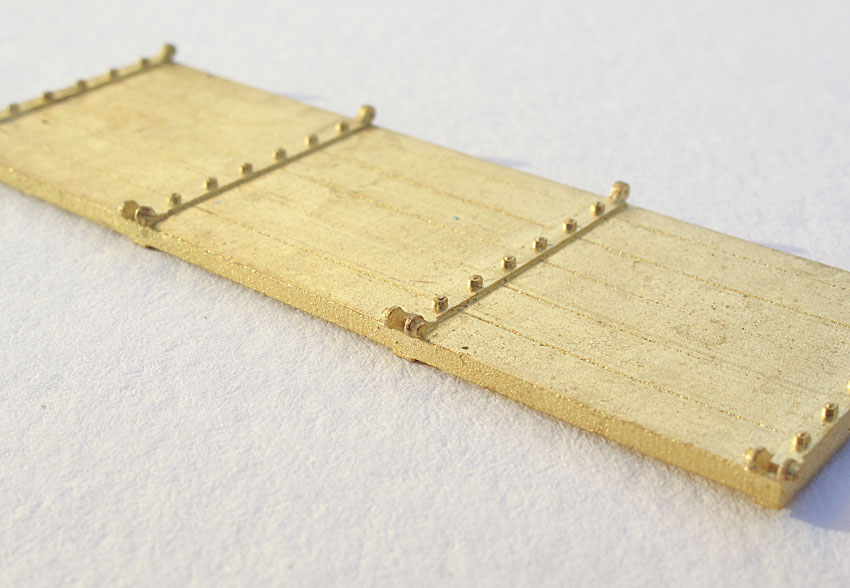
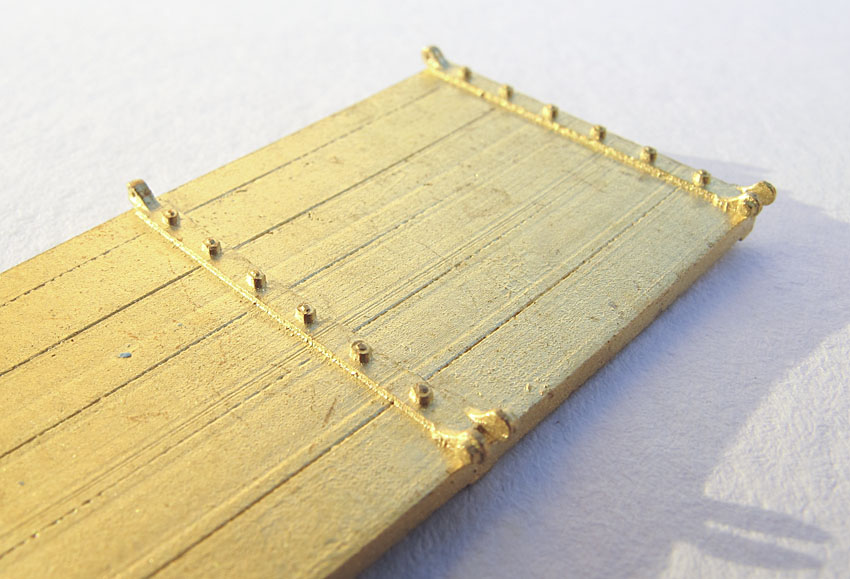
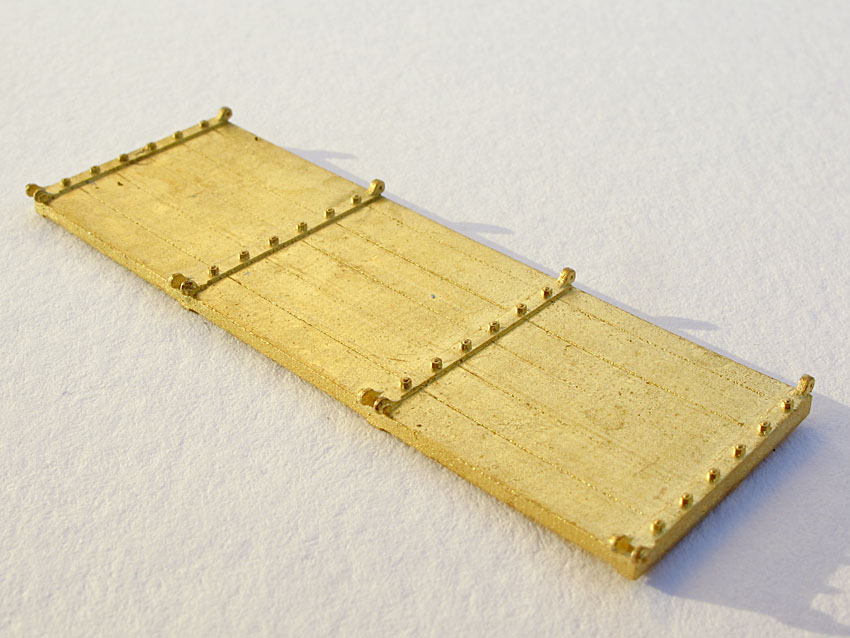
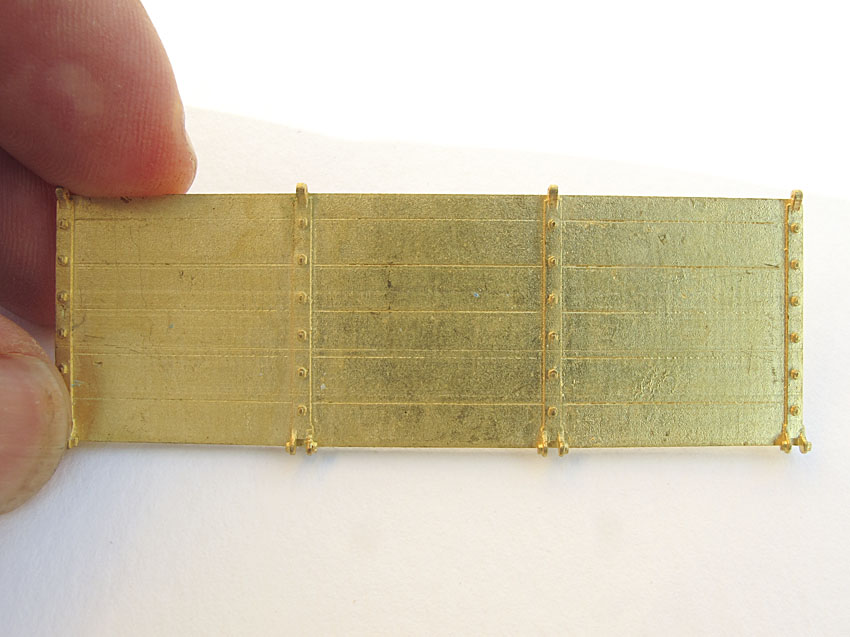
Fortsatt mange spørsmål, men det ser lovende ut!
PS: enkelte har vært bekymret for vekten av en voknkasse, men denne delen veier 16-17 gram, så messingdelene vil til sammen komme seg på ca 100 gr. pr vogn.
Re: Malmvagn i 0m
Postat: tor 26 aug 2010, 21:38
av Hauk
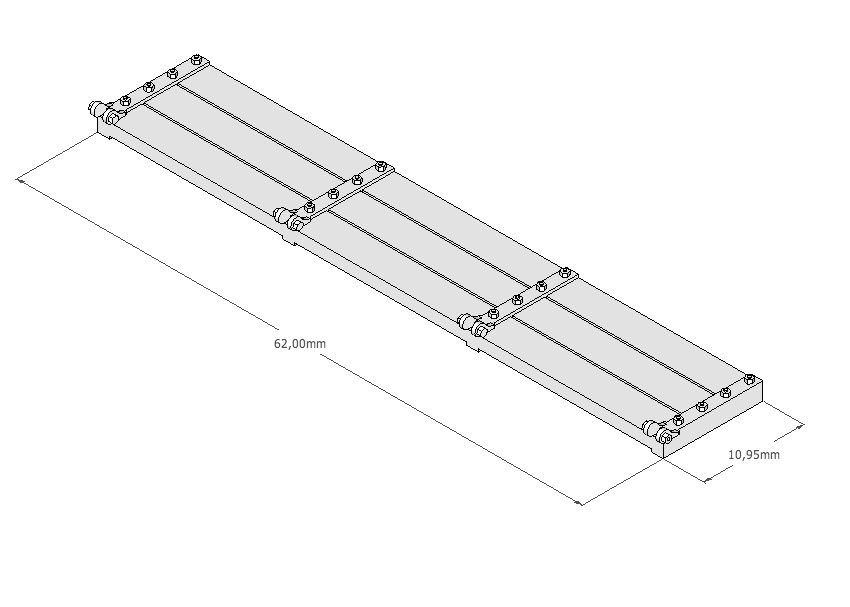
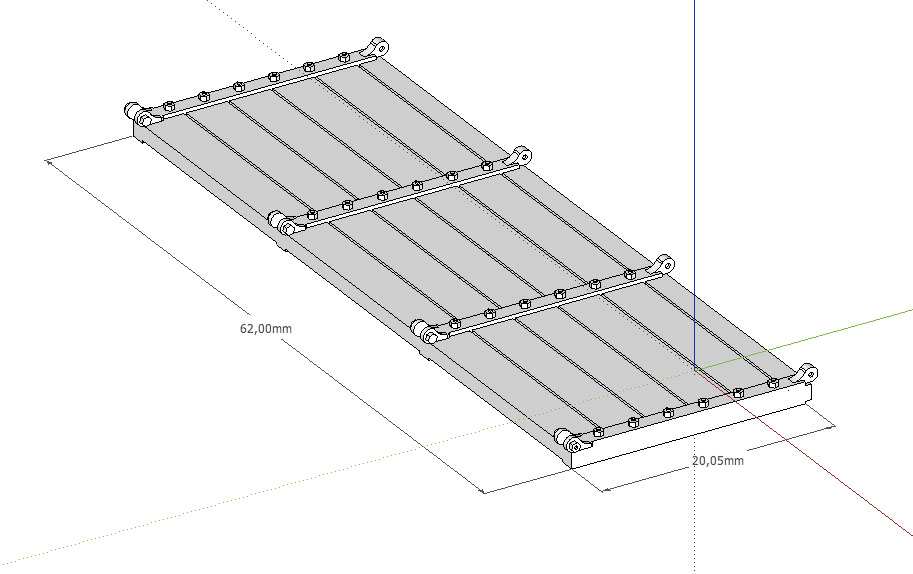
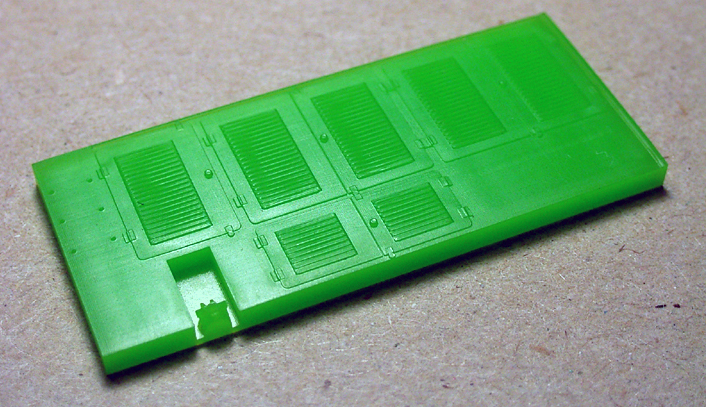
Her er alternativet til messingmastere, plastdeler fra Print-A-Part:

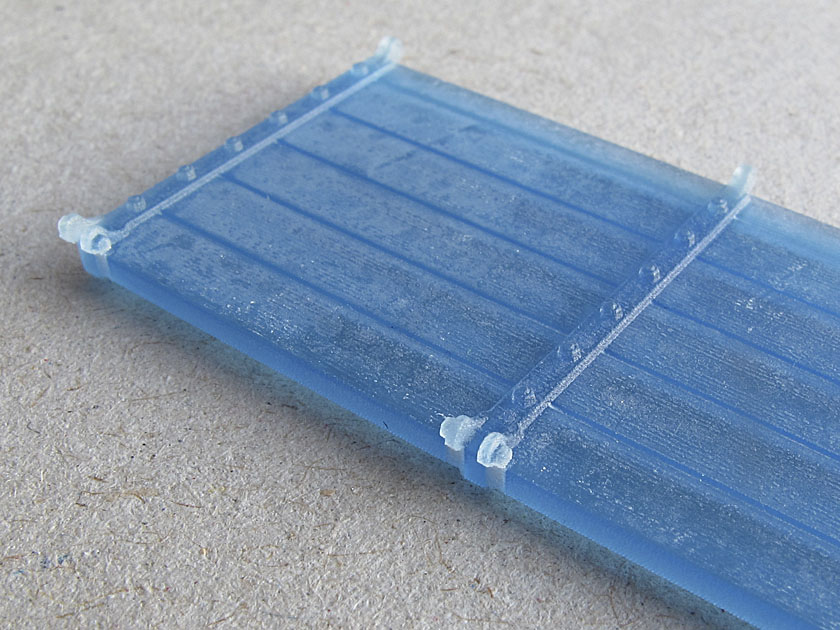
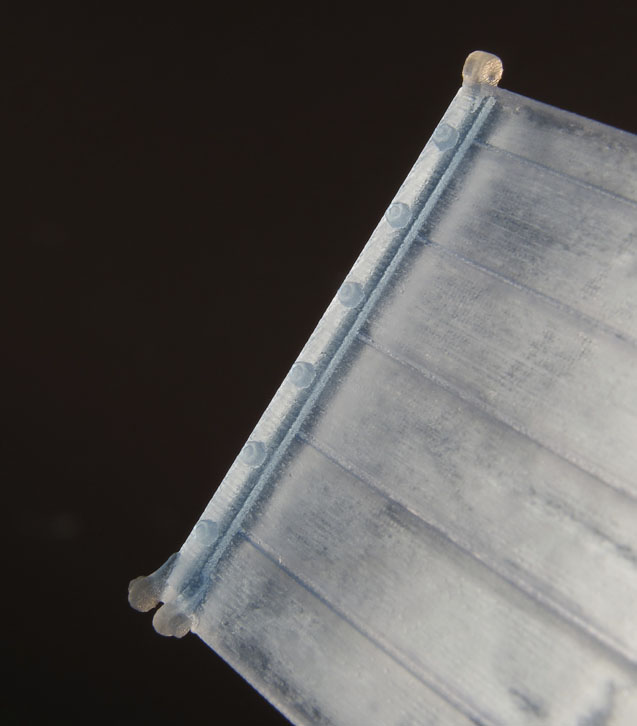
På nærbildene ser man god at delene ikke er perfekte, og på langt nær så gode som de dyre delene fra FineLine Prototyping.
Men de er billige, ca 25 dollar pr. stk. Og hvis man ser for seg et tog med disse vognene på et anlegg tror jeg at kvaliten holder. Men her vil det bli snakk om resinstøping av en mastervognkasse bygd med printede deler.
Her må det fintenkes...
Re: Malmvagn i 0m
Postat: fre 27 aug 2010, 17:26
av Olof
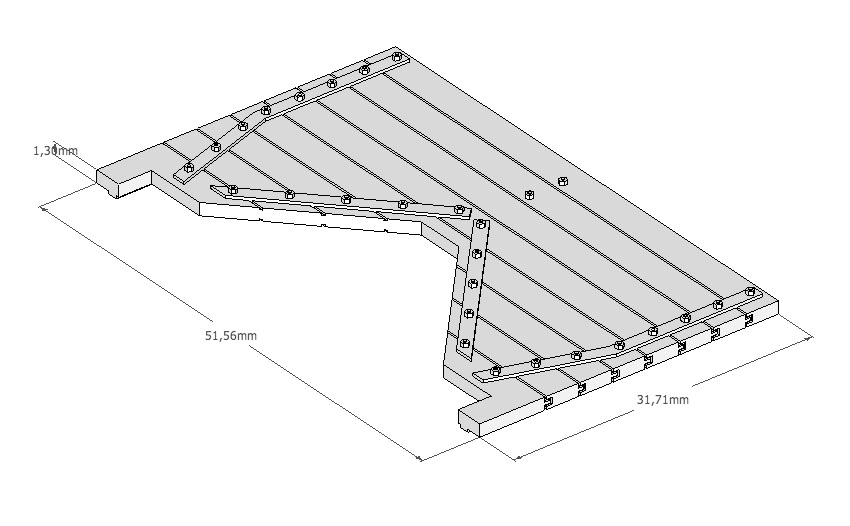
Vad hittar Du för fel på dessa delar Håvard? Bara det att alla skruvar finns på plats med sexkantiga muttrar känns som en ganska hög detaljnivå.
/Olof