For dette tredje loket bestemte jeg meg for å gjøre noen små forbedringer på boggiene, så jeg freste holderne for fjærstagene i massiv messing i stedet for å forme dem fra messingstrimler.
Men disse små skurkene er små, bare 1,6X2X2mm. Det største problemet med å frese slike deler er å holde dem godt på plass under bearbeidingsprosessen. For større deler bruker jeg hovedsakelig tosidig teip, men for disse delene er festeflaten altfor liten.
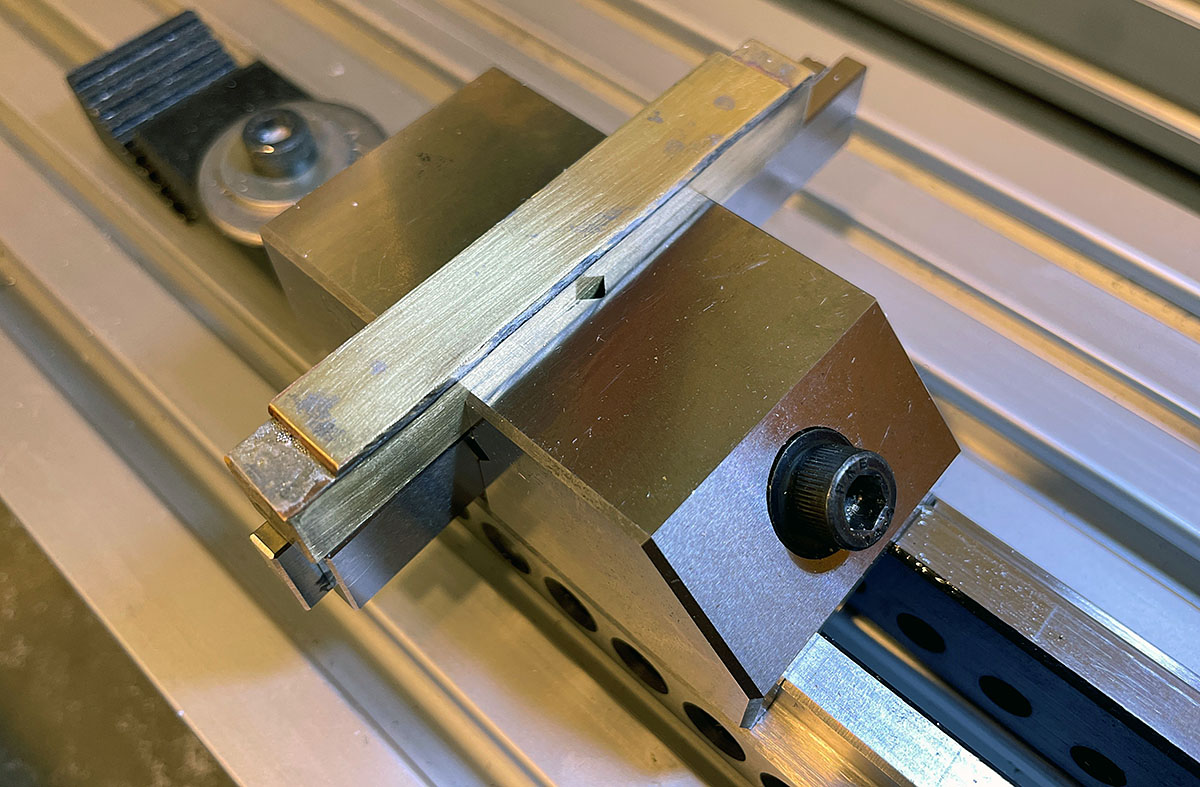
Så jeg begynte med å lodde en 10X60mm bit av 1,6mm gravørmessing til en 10X10 messingstang. En messingstang som denne absorberer mye varme, så jeg brukte en stor propanbrenner for å varme opp delene. Loddetinn var Carrs 179-graders loddekrem.
Messingstangen ble deretter plassert i en liten maskinskrustikke.
Første operasjon var å bore 0,8 mm hull. Dette ble gjort med en matehastighet på 2 mm/sek. Hullene ble "peck-drilled" 0,4 mm av gangen.
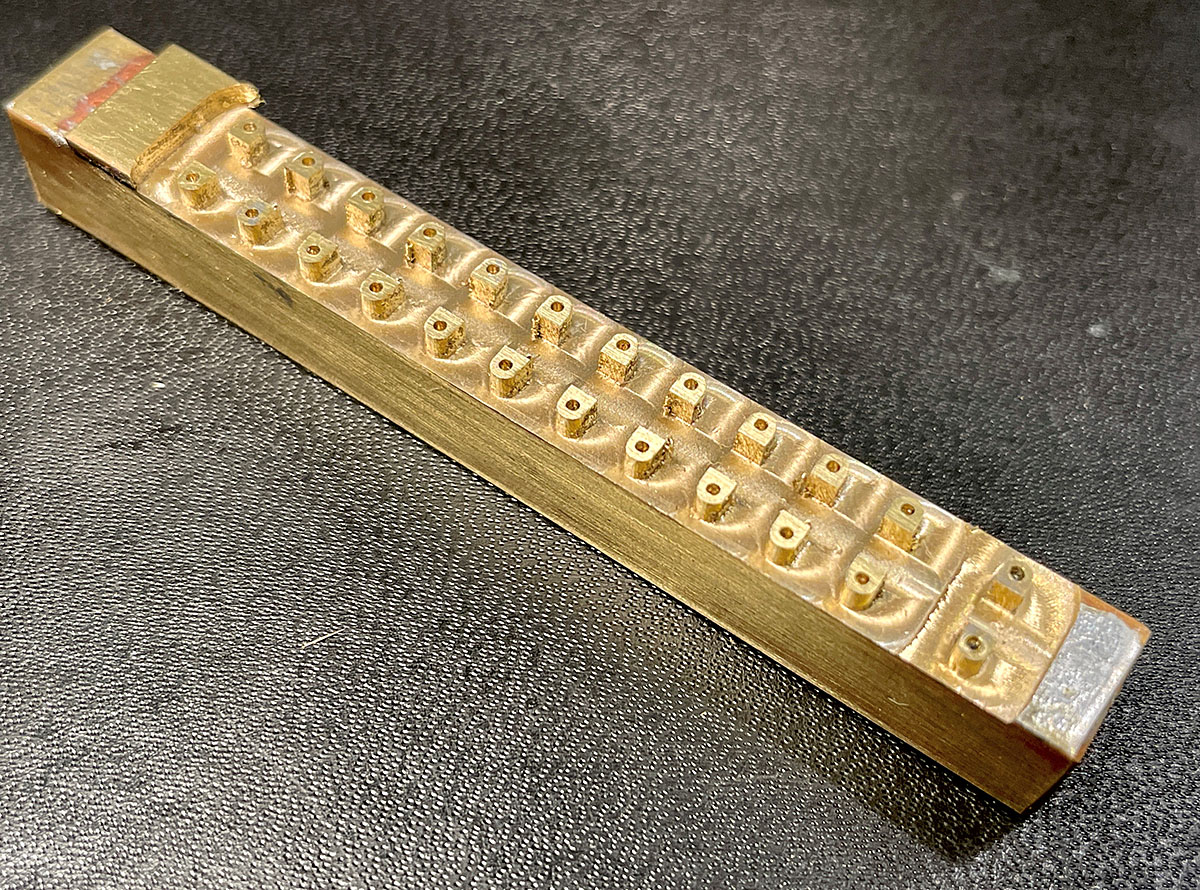
Deretter ble en 3-skjærers 3 mm flat endefres brukt til å frese delene. Matingen var 3 mm/s, spindelhastighet "5" på Kress-motoren, noe jeg antar er 25000 o/min.
Jeg brukte litt skjæreolje på sprayboks, noe som ser ut til å gjøre det litt lettere å maskinere messing, selv om de fleste sier at messing kan maskineres tørt.
Det var litt grader på delene, men det ble lett slipt bort med smergelpapir korn 400.
- fresing_02_W.jpg (226.81 KiB) Visad 7791 gånger
- fresing_03_w.jpg (527.72 KiB) Visad 7791 gånger
