Men åter till Jans problem. Om inte borrens centrum sammanfaller med arbetsstyckets rotationscentrum så har man ett problem. Problemet kan bero på att borrchucken inte centrerar borret i förhållande till chuckfästet, att dubbdockan inte centrerar mot arbetsstyckets rotationscentrum eller att borret är böjt eller felslipat.
Problemet kan lösas med en chuck som centrerar borret bättre eller Arc Eurotrades adapter om dubbdockans spindels (pinolens?) centrum inte sammanfaller med arbetsstyckets rotationscentrum.
/Björn D
Centrumborr?
-
Peter Estelius
- Inlägg: 308
- Blev medlem: tis 29 maj 2007, 22:24
Re: Centrumborr?
En sak jag inte sett nämnas (kanske missade det) här är följande.
Den "gavel/ända" i vilket hålet ska borras MÅSTE vara helt plan och utan någon liten "vårta" i centrum. Ta ett planskär och se till att ytan är helt slät innan dubbhålsborret sätts an. Finns där minsta antydan till "centrumvårta" så kommer borren ofelbart att klättra/vandra runt den hela tiden. Se alltså till att svarvstålet sitter exakt på centrum höjd och inte ger någon centrumupphöjning alls. Då bör borrningen inte vara något problem om borren är skarp och hel.
/Peter
Den "gavel/ända" i vilket hålet ska borras MÅSTE vara helt plan och utan någon liten "vårta" i centrum. Ta ett planskär och se till att ytan är helt slät innan dubbhålsborret sätts an. Finns där minsta antydan till "centrumvårta" så kommer borren ofelbart att klättra/vandra runt den hela tiden. Se alltså till att svarvstålet sitter exakt på centrum höjd och inte ger någon centrumupphöjning alls. Då bör borrningen inte vara något problem om borren är skarp och hel.
/Peter
Re: Centrumborr?
Bra att du tog upp det Peter.
När vi nu ändå är inne på det grundläggande och för det läsare som inte är så vana vid svaren
När man skall centrumborra ett hål är det lämpligt att börja med att göra ett märke, en försänkning i arbetsstyckets rotationscentrum, med hjälp av en cetrumborr.
Centrumborren är en väldigt kort och styv borr som enbart är avsedd för att göra detta märke. Diameter på centrumborren är mindre viktig eftersom den bara är till för att göra ett kort koniskt hål som nästa borr kan styra efter.
När märket är på plats byter man till en vanlig borr med rätt diameter för att borra själva hålet. Om man börjar med en vanlig borr brukar resultatet bli som Jan beskriver att den bara vispar runt. Detta eftersom en vanlig borr inte är tillräckligt styv.
/Olof
När vi nu ändå är inne på det grundläggande och för det läsare som inte är så vana vid svaren
När man skall centrumborra ett hål är det lämpligt att börja med att göra ett märke, en försänkning i arbetsstyckets rotationscentrum, med hjälp av en cetrumborr.
Centrumborren är en väldigt kort och styv borr som enbart är avsedd för att göra detta märke. Diameter på centrumborren är mindre viktig eftersom den bara är till för att göra ett kort koniskt hål som nästa borr kan styra efter.
När märket är på plats byter man till en vanlig borr med rätt diameter för att borra själva hålet. Om man börjar med en vanlig borr brukar resultatet bli som Jan beskriver att den bara vispar runt. Detta eftersom en vanlig borr inte är tillräckligt styv.
/Olof
-
Jan Frelin
- Inlägg: 531
- Blev medlem: fre 25 maj 2007, 20:11
Re: Centrumborr?
Dubbdockan är inget vidare centrerad, men jag hade nog tänkt att centrumborren skulle kunna hantera det. Jag tar med mig Peters tips, om att ytan måste vara helt plan.
Re: Centrumborr?
Problemet om ett borr inte är centrerat är att alla hål som man borrar kommer att bli koniska och borrhålens diameter "betydligt större" än borrdiametern. Alla hål som borras med ett spiralborr blir alltid större än borrdiametern och ofta lite spiralformade, men problemet kan ju vara mer eller mindre.
/Björn D
/Björn D
-
Jan Frelin
- Inlägg: 531
- Blev medlem: fre 25 maj 2007, 20:11
Re: Centrumborr?
Vilket innebär att jag behöver betydligt grövre centrumborr. Då börjar jag förstå.Olof skrev:Bra att du tog upp det Peter.
När vi nu ändå är inne på det grundläggande och för det läsare som inte är så vana vid svaren
När man skall centrumborra ett hål är det lämpligt att börja med att göra ett märke, en försänkning i arbetsstyckets rotationscentrum, med hjälp av en cetrumborr.
Centrumborren är en väldigt kort och styv borr som enbart är avsedd för att göra detta märke. Diameter på centrumborren är mindre viktig eftersom den bara är till för att göra ett kort koniskt hål som nästa borr kan styra efter.
När märket är på plats byter man till en vanlig borr med rätt diameter för att borra själva hålet. Om man börjar med en vanlig borr brukar resultatet bli som Jan beskriver att den bara vispar runt. Detta eftersom en vanlig borr inte är tillräckligt styv.
/Olof
Re: Centrumborr?
Har du noen bilder av oppsettet ditt?Jan Frelin skrev: Vilket innebär att jag behöver betydligt grövre centrumborr. Då börjar jag förstå.
Mye lettere å skjønne hva problemet er da.
-
Jan Frelin
- Inlägg: 531
- Blev medlem: fre 25 maj 2007, 20:11
Re: Centrumborr?
Återkommer när jag skaffat en ny borr.
Re: Centrumborr?
Inser nu att det jag kallade "centrumborr" ovan egentligen heter dubbhålsborr
De ser ut så här

Ursäkta mitt förvirrade svar
Olof
De ser ut så här
Ursäkta mitt förvirrade svar
Olof
-
Peter Estelius
- Inlägg: 308
- Blev medlem: tis 29 maj 2007, 22:24
Re: Centrumborr?
I brist på bilder så tog jag fram min MJ-189 och tog några stycken.
Först lade jag diverse grejer framför maskinen och här ser vi följande:

Från Vänster, först en spännhylschuck för upp till 10mm d v s en ER16 chuck. Den finns för direkt montering på spindelnosen och ger väldigt mycket högre precision plus att den håller bitarna mycket bättre och snyggare än en tre eller fyrbackig chuck.
I "mitten" ser vi ett gäng dubbhålsborr. Det minsta med 1,6 mm spets och 3 mm stordia, därefter ett traditionellt dia 2+5 mm och sedan 3+8 och sist 4+10 mm.
Till höger ser vi överst den borrchuck som var tänkt till MJ-189 och den är monterad på en adapter med en liten kona. Hyfsad centricitet, men med adaptern stjäl den lite längdutrymme. Under den en Röhm precisionschuck med direkt passning till dubbdockans spindel. Säkrare och kortare med högre precision. Under chuckarna ett kullagrat centrumkona och längst ner en fast centrumkona.
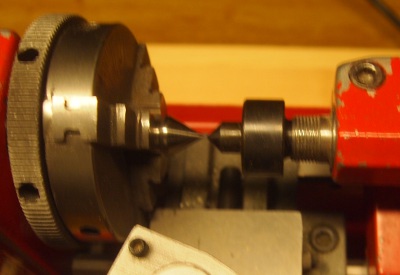
Här har jag satt den fasta centrumspetsen i chucken och den kullagrade i dubbdockan. De möts precis center mot center vilket jag hoppas syns trots suddigheten.

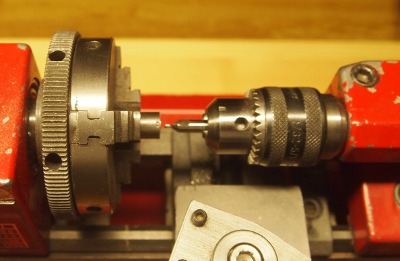
Så här lärde jag mig att det INTE får se ut. Det är alldeles för lätt för till och med en dubbhålsborr att vandra även på en så grov bit som 10mm som det är i bilden. Krafterna är helt enkelt för stora och hålet blir inte bra om man inte knäcker borret före.
Nej, så tätt ihop som det bara går. Då blir allt så mycket styvare och det är lättare att få borret att gå rakt. För ännu bättre resultat använder jag alltså den här spännhylschucken för sånt här.
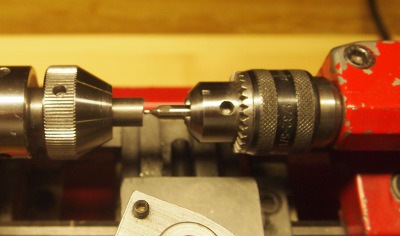
Detta är den bästa kombinationen jag har fått till och den funkar superbra. ER16-hylsor finns från ca 1,5 mm upp till 10mm vilket är mer än tillräckligt för MJ-189 (även i stål).
Till sist en sak till. Eftersom borret har en liten diameter måste man köra på högt varv för att skärhastigheten ska bli rätt. Tänk på att i centrum är rotationshastigheten när noll medan den ökar fort ju längre ut på diametern man kommer. Alltså hög fart för dubbhål och gärna lite smörjning också.
Hoppas det förklara lite mer.
/Peter
Först lade jag diverse grejer framför maskinen och här ser vi följande:
Från Vänster, först en spännhylschuck för upp till 10mm d v s en ER16 chuck. Den finns för direkt montering på spindelnosen och ger väldigt mycket högre precision plus att den håller bitarna mycket bättre och snyggare än en tre eller fyrbackig chuck.
I "mitten" ser vi ett gäng dubbhålsborr. Det minsta med 1,6 mm spets och 3 mm stordia, därefter ett traditionellt dia 2+5 mm och sedan 3+8 och sist 4+10 mm.
Till höger ser vi överst den borrchuck som var tänkt till MJ-189 och den är monterad på en adapter med en liten kona. Hyfsad centricitet, men med adaptern stjäl den lite längdutrymme. Under den en Röhm precisionschuck med direkt passning till dubbdockans spindel. Säkrare och kortare med högre precision. Under chuckarna ett kullagrat centrumkona och längst ner en fast centrumkona.
Här har jag satt den fasta centrumspetsen i chucken och den kullagrade i dubbdockan. De möts precis center mot center vilket jag hoppas syns trots suddigheten.
Så här lärde jag mig att det INTE får se ut. Det är alldeles för lätt för till och med en dubbhålsborr att vandra även på en så grov bit som 10mm som det är i bilden. Krafterna är helt enkelt för stora och hålet blir inte bra om man inte knäcker borret före.
Nej, så tätt ihop som det bara går. Då blir allt så mycket styvare och det är lättare att få borret att gå rakt. För ännu bättre resultat använder jag alltså den här spännhylschucken för sånt här.
Detta är den bästa kombinationen jag har fått till och den funkar superbra. ER16-hylsor finns från ca 1,5 mm upp till 10mm vilket är mer än tillräckligt för MJ-189 (även i stål).
Till sist en sak till. Eftersom borret har en liten diameter måste man köra på högt varv för att skärhastigheten ska bli rätt. Tänk på att i centrum är rotationshastigheten när noll medan den ökar fort ju längre ut på diametern man kommer. Alltså hög fart för dubbhål och gärna lite smörjning också.
Hoppas det förklara lite mer.
/Peter