Hej!
Det här är en utvikning från tråden om Daniel Berqvists CNC-fräs/gravyrmaskin från Kina. Då spårbyggnad är en bra bit från ursprungsämnet och jag tycker att Daniels tråd om själva maskinen är intressant, borde spårbyggnadsämnet hamna i en ny tråd.
Jag har en ganska stor erfarenhet av att löda spår med code 40 och code 55 (1,0 mm och 1,4 mm höga).
Nedanstående metoder fungerar för mig
1. På någon typ av underlag limma fast två lister parallellt med varandra och med en liten glipa med plats för rälhuvudet och tillräckligt djupt för att hela rälen minus huvudet ska på plats.
2. Stoppa i rälen och rengör undersidan av rälfoten med: fin smärgelduk, Rocos rälsrengörningsgummi eller något annat så att undersidan blir fri från svärtning och oxider. När jag är ambitiös brukar jag även dra några drag med en glasfiberpenna. (Se till att borsta bort alla små avbrutna glasfiber från byggbordet innan du har fått in dem i händerna, de är ett otyg att få bort och försök inte blåsa bort dem inte för det är inte bättre att få in dem i ett ögat Borsta bort dem, använd en dammsugare eller använd tejp.)
3. Plocka fram lödpennan och lödtenn med fluss. Jag använder en 50 W lödpenna och 1 mm lödtenn 60/40. Smält en liten plupp lödtenn var femte till sjätte centimeter på undersidan av rälfoten när den ligger i sin skåra. Hur stor pluppen ska vara och hur tätt lär man sig.
4. Plocka fram forforsyran (från PeO Helgesson eller Habo Hobby) och pensla på längs med hela undersidan av rälen. PeO:s flaska med en liten nål som är idealisk. Sedan värmer du direkt med lödpennan på den första tennpluppen och skjuter den långsamt framför lödspetsen längs med rälen. Det ska bara bli ett mycket tunt lager under hela fotbredden och tennet ska räcka till fram till nästa tennplupp. Ibland måste man kladda fram och tillbaka och tillföra lite mera fluss för att få ett jämnt lager. Undvik även att förtenna där det ska sitta skarvjärn. Överflödigt tenn kan filas bort eller sprättas bort i smält form med glasfiberpennan. En avlödningsfläta eller tennsug borde också fungera, men sådana har jag inte.
5. Sedan lägger man rälen på plats över pertinaxsliprarna, jag använder för det mesta en jigg, men det finns många andra sätt att hålla rälen på plats. Lägg en liten droppen med fluss vid en fem sex sliprar, lagom mycket fluss är så mycket att det bara sugs in mellan rälen och slipern, men inte rinner över kanten på slipern, för då brukar det mesta rinna bort.
6. Sedan har jag värmt på utsidan av rälen mot foten med en 50 W lödpenna på hög värme. Pressa samtidigt ned rälen och när flussen fräst till, tystnat och man ser att tennet flyter ut lite på insidan av rälens fot, är lödningen klar. På code 55 räler finns det inte mycket fot att värma på, rälen är lite vass och forforsyran sliter på spetsen. Efter några meter spår brukade spetsen bli ganska sliten. Jag valde att köpa ett motståndslödningsaggregat med karbonspets från Tumba Lokstation och kan då värma på rälhuvudet utan att smutsa ned det med tenn från någon lödspets. Varje lödning tar strax över en sekund och man kan enkelt pressa ned rälen samtidigt som man löder och hålla den nedpressad med karbonspetsen när lödfogen svalnar. Ett annat alternativ skulle kunna vara att använda en stor (100 – 150 W) gammal lödkolv med en ej belagd kopparspets som i det närmaste är torr och värma på rälhuvudet.
7. När allt är färdig lött, tvätta rent med vatten med lite diskmedel i. Fosforsyran som är vattenlöslig, ska inte angripa vare sig kopparn på sliprarna eller rälen, jag har aldrig haft några problem. Med den kan ge upphov till lite fosfatering (vitt pulver). Tvätta lite blaskigt med en borste, jag brukar använda utslitna tandborstar eller en billig målarpensel med svinborst. Sedan suger man upp blasket med en vettexduk.
8. När man löder växlar är det inte alltid bra att använda metoden ovan. Här kan man vilja punktlöda vissa räler initialt för att kunna justera. Löder man enligt metoden ovan finns det ibland en risk att man råkar löda även intilliggande slipers. Då hoppar man över att förtenna rälens undersida. Istället skär man ut mycket små bitar av tenn. Plattar till dem med en slätkäftad flacktång och för in en tillplattad bit under den fog som man löda och sedan på med lite forforsyra. För många år sedan hade Clas Ohlson tillplattat tenn som kallades för Tape Tenn och som var tänkt att kunna lindas runt en ledningsskarv och sedan värmas med en cigarettändare eller en tändsticka. Jag har en liten ask som räcker för mig.
9. Att löda isär en fog är besvärligt speciellt om man löder varje slipers. Man får försöka att löda isär en fog i taget och medans tennet fortfarande är smällt föra in en bit rostfritt stålplåt för att fogen inte ska klibba ihop igen och sedan upprepa med nästa fog. Jag använder ett raderplån, något som användes en gång i tiden när man skulle korrigera skrivmaskinstext eller korrigera på ritningar. Men går man in i en pappershandel finns det ingen under 40 år som känner till vad det är och de som känner till dem säger att de sålde de sista för 20 år sedan. Men kanske finns det en eller annan butik där de har dem som en hyllvärmare. På loppmarknader kan de finnas tillsammans med ritbestick och dragstift. De som gick tekniska utbildningar en hygglig bit in på 70-talet och lärde sig att rita för hand kan ha kvar dessa tillsammans med blyertspennor för tjocka blyertsstift. Dessa pennor är ideala att greppa små muttrar med.
I föreningen jubileumsbok har Örjan Svane skrivit ett kapitel på 19 sidor om hur man bygger eget spår och växlar. Mycket illustrationer och i mitt tycke väldigt pedagogiskt, nog det bästa som skrivits om detta ämne på svenska. Det finns några tiotal exemplar kvar att beställa och den kostar bara SEK 100,00 + porto SEK 45,00 inom Sverige.
Mvh
Björn D
Lite om att löda spår en utvikning från CNC-fräsen
-
PeO Helgesson
- Inlägg: 259
- Blev medlem: mån 07 jul 2008, 19:13
Re: Lite om att löda spår en utvikning från CNC-fräsen
Låter kul om fler bygger eget spår, det ger mycket mer möjlighet till variation än färdigbyggt. Jag har också byggt "en del" spår, i stort sett med Björns metod och tycker det går lika fort som att lägga flexspår, om man ska få någon ordning på det. Jag har inte byggt med code 40, men med 55 och 70 i Ho och 70-100 i On3. Jag har inte använt tapetenn, men jag har oftast klent lödtenn, 0,25-0,5 mm. Ofta har jag också hoppat över förtenningen av undersidan av rälen, men aldrig renputsningen om rälen är missfärgad.
Tobbe Holmberg sade en gång om växelbygge att "de 25 första blir inte så bra, men sedan går det av bara farten" Om man gör det lite som serietillverkning, kan man bygga en växel på betydligt under två timmar och en engelsman på åtta, slipersklippning oräknat.
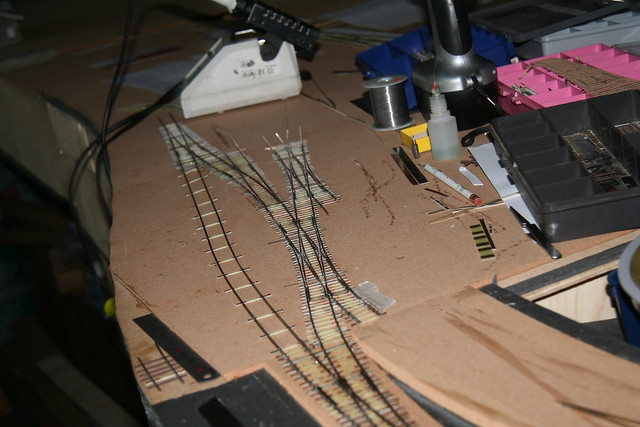
För den här växelgatan fick jag ta till lite innovativ geometri, för att få in allt jag ville ha med, det hade inte gått med färdigköpt.
Tobbe Holmberg sade en gång om växelbygge att "de 25 första blir inte så bra, men sedan går det av bara farten" Om man gör det lite som serietillverkning, kan man bygga en växel på betydligt under två timmar och en engelsman på åtta, slipersklippning oräknat.
För den här växelgatan fick jag ta till lite innovativ geometri, för att få in allt jag ville ha med, det hade inte gått med färdigköpt.
-
Daniel Bergqvist
- Inlägg: 574
- Blev medlem: ons 30 maj 2007, 09:54
Re: Lite om att löda spår en utvikning från CNC-fräsen
@Björn: Intressant! 
@PeO: Imponerande! Mitt problem är att jag inte har tålamod att bygga 25 växlar innan jag börjar bygga banan. Jag vill att växel nr 1, 2 och 3 blir rätt...
Med vänlig hälsning
Daniel
@PeO: Imponerande! Mitt problem är att jag inte har tålamod att bygga 25 växlar innan jag börjar bygga banan. Jag vill att växel nr 1, 2 och 3 blir rätt...
Med vänlig hälsning
Daniel
Re: Lite om att löda spår en utvikning från CNC-fräsen
Hej Daniel!
Jag tror inte att det behöver ta 25 växlar innan man får kläm på det hela, utan man lär sig ganska snabbt. Sedan kan man ju ta del av andras erfarenheter och Örjan Svanes kapitel i jubileumsboken kan nog spara in ett antal problematiska växelbyggen.
Att ha korsningar tillverkade i mässing skulle vålla problem i de mindre skalorna. Nu väger en 0-modell teoretiskt åtta gånger så mycket som en H0-modell och för mindre fordon ännu mera. Det gör ju att det finns större möjligheter att bryta igenom den isolerande mässingoxiden. Men jag har dock för mig att GMJS bytte ut sin mässingräls mon dito i nysilver. Uppstår det problem skulle man ju kunna testa att fräsa korsningarna i nysilver, men nysilverplåt är betydligt tuffare att borra och fräsa i. Ett alternativ skulle kunna vara att fräsa dem ur stål, stålräler ned till code 55 har ju börjat att användas i Storbritannien. Ståloxiden (rost) ska vara torr och inte kleta fast på hjulen.
När det gäller dina moträler har de väldigt skarpa vinklar. I verkligheten hade man kört sönder dem på en gång. Moträlerna ska mycket försiktigt leda hjulen rätt. Den aktiva ”inledningsdelen” av moträlen i verkligheten (hämtad från SJ:s Banlära) är 1000 mm lång och den maximala rörelsen i sidled är 24 mm vilket ger en vinkel på (arctan 0,024) vilket någon med en kalkylator kan räkna ut vad det är. I modell kan man ha en betydligt skarpare vinkel, vi har ju bättre material, inga passagerare som ramlar omkull och en gravitation som håller saker och ting på spåret.
(Glömde att bifoga ritningen, men här kommer den.)
Med vänlig hälsning
Björn D
Jag tror inte att det behöver ta 25 växlar innan man får kläm på det hela, utan man lär sig ganska snabbt. Sedan kan man ju ta del av andras erfarenheter och Örjan Svanes kapitel i jubileumsboken kan nog spara in ett antal problematiska växelbyggen.
Att ha korsningar tillverkade i mässing skulle vålla problem i de mindre skalorna. Nu väger en 0-modell teoretiskt åtta gånger så mycket som en H0-modell och för mindre fordon ännu mera. Det gör ju att det finns större möjligheter att bryta igenom den isolerande mässingoxiden. Men jag har dock för mig att GMJS bytte ut sin mässingräls mon dito i nysilver. Uppstår det problem skulle man ju kunna testa att fräsa korsningarna i nysilver, men nysilverplåt är betydligt tuffare att borra och fräsa i. Ett alternativ skulle kunna vara att fräsa dem ur stål, stålräler ned till code 55 har ju börjat att användas i Storbritannien. Ståloxiden (rost) ska vara torr och inte kleta fast på hjulen.
När det gäller dina moträler har de väldigt skarpa vinklar. I verkligheten hade man kört sönder dem på en gång. Moträlerna ska mycket försiktigt leda hjulen rätt. Den aktiva ”inledningsdelen” av moträlen i verkligheten (hämtad från SJ:s Banlära) är 1000 mm lång och den maximala rörelsen i sidled är 24 mm vilket ger en vinkel på (arctan 0,024) vilket någon med en kalkylator kan räkna ut vad det är. I modell kan man ha en betydligt skarpare vinkel, vi har ju bättre material, inga passagerare som ramlar omkull och en gravitation som håller saker och ting på spåret.
(Glömde att bifoga ritningen, men här kommer den.)
- Moträl.jpg (393.65 KiB) Visad 4259 gånger
Björn D
-
Daniel Bergqvist
- Inlägg: 574
- Blev medlem: ons 30 maj 2007, 09:54
Re: Lite om att löda spår en utvikning från CNC-fräsen
Hej!
Tack för infon! Jag undrar hur många som egentligen har koll på geometrin på moträlerna, men det var intressant att höra och jag förstår nu varför. Det blir att försöka korrigera hjärtstycket.
Att hjärtstycket är i mässing och att det kan resultera i mässingsoxid är jag inte så orolig för. Planen är att i möjligaste mån ha flexibelt chassi med strömupptagning på samtliga hjul och kondensator till dekodern. Så förhoppningsvis klarar det sig även om hjärtstycket inte leder ström.
Hur snabbt oxiderar mässing? Och hur svårt är det att putsa den för att få bort eventuell oxid?
Med vänlig hälsning
Daniel
Tack för infon! Jag undrar hur många som egentligen har koll på geometrin på moträlerna, men det var intressant att höra och jag förstår nu varför. Det blir att försöka korrigera hjärtstycket.
Att hjärtstycket är i mässing och att det kan resultera i mässingsoxid är jag inte så orolig för. Planen är att i möjligaste mån ha flexibelt chassi med strömupptagning på samtliga hjul och kondensator till dekodern. Så förhoppningsvis klarar det sig även om hjärtstycket inte leder ström.
Hur snabbt oxiderar mässing? Och hur svårt är det att putsa den för att få bort eventuell oxid?
Med vänlig hälsning
Daniel
-
PeO Helgesson
- Inlägg: 259
- Blev medlem: mån 07 jul 2008, 19:13
Re: Lite om att löda spår en utvikning från CNC-fräsen
Jag kan väl säga att det var mycket lättare att få till en fungerande växel i On3 än i HO. Att gå upp från code55/70 till 100 gav mer att ta i. Nu gjorde jag även moträler av rälsprofil och hoppade över bultarna. Man kanske skulle limma på bultskallar?
Re: Lite om att löda spår en utvikning från CNC-fräsen
Hej!
Jag har fått uppfattningen att moträlerna ursprungligen tillverkades av räler. Mot slutet av 1800-talet började man tillverka dem av vinkeljärn, för att sedan återigen (50-talet?) börja tillverkas av något som i alla fall påminner om räler, nu fastsatta i stolar istället för spikade i sliprarna och bultade i rälerna. Moderna växlar verkar ha någon typ av U-profil fästade i stolar.
Det finns några trevliga ritningar i SJ:s Banlära 1:a bandet från 1915 på korsningar som jag bifogar. Den gjutna korsningen som förekom på både smalspår och normalspår. Den var dubbelsidig och skulle därför kunna vändas när första sidan var sliten. Den blev väl ingen hit och den enda jag sett i verkligheten var en som låg i en växel i ett brutet spår i Göringen.
Mvh
Björn D
Jag har fått uppfattningen att moträlerna ursprungligen tillverkades av räler. Mot slutet av 1800-talet började man tillverka dem av vinkeljärn, för att sedan återigen (50-talet?) börja tillverkas av något som i alla fall påminner om räler, nu fastsatta i stolar istället för spikade i sliprarna och bultade i rälerna. Moderna växlar verkar ha någon typ av U-profil fästade i stolar.
Det finns några trevliga ritningar i SJ:s Banlära 1:a bandet från 1915 på korsningar som jag bifogar. Den gjutna korsningen som förekom på både smalspår och normalspår. Den var dubbelsidig och skulle därför kunna vändas när första sidan var sliten. Den blev väl ingen hit och den enda jag sett i verkligheten var en som låg i en växel i ett brutet spår i Göringen.
- Korsning 1.jpg (229.67 KiB) Visad 4152 gånger
- Korsning 2.jpg (524.76 KiB) Visad 4152 gånger
- Korsning 3.jpg (955.29 KiB) Visad 4152 gånger
Björn D
Re: Lite om att löda spår en utvikning från CNC-fräsen
Hej!
Kom just på att för den som vill veta hur en hel växel ser ut så finns det ett antal växelritningar på vår hemsida under "Ritningar". Den "vanligaste växel" i Sverige förr i tiden var 9:or, både på normalspår och smalspår. Ofta utgick man från standard korsningar, standard tungor, standard moträler och sedan pusslade man ihop resten med egen tillkapade räler. Så växeldelar som använts för en spårvidd kan återanvändas för en annan efter lite justeringar av ""mellanrälerna".
9:or är nog lite väl slanka för flertalet modellbyggare. Men om man ändrar "längdskalan" på växeln till 66% och behåller breddskalan får man en bra utgångspunkt för en 6:a modellväxel, vilket i mitt tycke ser väldigt bra ut och som bör fungera med de flesta fordon.
/Björn D
Kom just på att för den som vill veta hur en hel växel ser ut så finns det ett antal växelritningar på vår hemsida under "Ritningar". Den "vanligaste växel" i Sverige förr i tiden var 9:or, både på normalspår och smalspår. Ofta utgick man från standard korsningar, standard tungor, standard moträler och sedan pusslade man ihop resten med egen tillkapade räler. Så växeldelar som använts för en spårvidd kan återanvändas för en annan efter lite justeringar av ""mellanrälerna".
9:or är nog lite väl slanka för flertalet modellbyggare. Men om man ändrar "längdskalan" på växeln till 66% och behåller breddskalan får man en bra utgångspunkt för en 6:a modellväxel, vilket i mitt tycke ser väldigt bra ut och som bör fungera med de flesta fordon.
/Björn D